
Why Your Cleaning Blade Was Designed for a Belt That No Longer Exists
The conveyor belt has evolved dramatically over the past three decades. The standard XHD cleaning blade hasn't. Here's why that mismatch matters — and what the physics tells us about fixing it.
There's a question worth asking the next time you schedule a blade changeout: when was the blade design you're installing actually conceived?
For the standard XHD polyurethane cleaning blade — the workhorse of bulk material handling conveyors worldwide — the answer is uncomfortable. The geometry has remained essentially unchanged for nearly 30 years. The profile, the thickness, the cross-sectional area: frozen in time since the mid-1990s. In an industry where belt technology, drive systems, and operational demands have transformed almost beyond recognition, that stasis deserves scrutiny.
FM8's team has spent decades working alongside maintenance and reliability teams across bulk handling operations, accumulating the kind of real-world understanding that no laboratory alone can provide. What that experience consistently reveals is a widening gap between the capability of modern conveyor belts and the blades being asked to clean them.
What Three Decades of Belt Development Actually Means
Modern conveyor belts are fundamentally different from their mid-1990s counterparts — not incrementally, but substantially.
Conveyor belt cover compound technology has advanced significantly since the 1990s. The industry has moved from general-purpose rubber formulations to highly engineered compound grades — from the standard DIN W through the superior DIN X to the premium DIN Y — each representing a step improvement in abrasion resistance, achieved through advances in carbon black dispersion, vulcanisation chemistry, and polymer blending. Leading belt manufacturers now offer compounds that exceed even DIN Y abrasion standards, with premium grades achieving abrasion resistance figures that would have been unattainable two decades ago. Modern abrasion-resistant compounds use natural rubber-rich formulations combined with high-structure carbon black grades, which reinforce the polymer matrix and measurably lower volume loss under standardised abrasion testing. The result is a belt cover that is substantially harder and more resistant to surface wear than those manufactured when the standard XHD blade was designed.
Operational parameters have shifted too. Belt speeds that once peaked at 4–5 m/s now routinely reach 6–7 m/s on high-throughput systems. Variable frequency drives enable real-time speed modulation based on load. As conveyor systems have improved through better maintenance, alignment, and rip detection, premature belt failure has been reduced — meaning the belt surface that cleaning blades interact with is harder, more consistent, and longer lasting than ever before.
The cumulative effect is significant. Modern belts are tougher, faster, and more precisely managed than their predecessors. They demand more of every interface component, including the cleaning blade.
Generally speaking the standard XHD blade was engineered for the belts of 1996. It is still being asked to clean the belts of 2026.
The Physics of the Problem
Understanding why blade geometry matters requires a brief visit to structural mechanics — specifically, the relationship between thickness and bending stiffness.
For a rectangular cross-section, bending stiffness is proportional to thickness cubed:
EI ∝ h³
This is not a linear relationship. It's cubic. A blade that is 64% thicker is not 64% stiffer — it is 4.4 times stiffer. That distinction is the foundation of everything that follows.
The standard XHD blade is relatively thin and therefore relatively flexible. When it contacts a moving belt, it deflects. And because conveyor belt tension is not uniform across the width — highest at the centreline due to troughing geometry and idler configuration — a flexible blade conforms to that tension profile. Contact pressure peaks at the centre. The edges, under lower pressure, wear more slowly.
The result is the pattern that maintenance engineers know intimately: the "smile." The centre wears through first, the edges trail behind with material remaining, and the blade is changed out before its full volume has been used. You're discarding polyurethane you've already paid for.
There's a thermal dimension too. A thinner blade has lower thermal mass. Frictional heat generated at the belt interface — proportional to contact pressure and belt speed — has less material to dissipate into. Temperature rises faster, and wear rate increases sharply above 60–70°C as the polymer matrix softens. What begins as a geometry problem becomes a thermal runaway problem.
At higher belt speeds — precisely the speeds that modern drives enable — frictional energy at the blade interface increases proportionally. The standard XHD, unchanged since belt speeds were lower, is working harder than it was ever designed to. And because modern belt covers are harder and more abrasion resistant, the cleaning blade must maintain consistent contact pressure across its full width just to achieve the same cleaning outcome — something a flexible, centre-loaded blade is structurally unable to do.
Polyurethane Tensile Strength: The Property That Holds It All Together
Of all the material properties that determine how a cleaning blade performs under real operating conditions, tensile strength is the one that underpins everything else.
Tensile strength governs the blade's ability to resist the tearing and chunking forces generated at the belt interface — particularly during splice events, where a stiff discontinuity passes the blade at full belt speed. A blade with insufficient tensile strength doesn't wear gradually and predictably; it fails suddenly and catastrophically, generating material loss, unplanned downtime, and potential belt damage.
Polyurethane's advantage over other elastomers lies precisely here. Properly formulated, polyurethane achieves tensile strengths that natural rubber and standard neoprene cannot match, while retaining the elasticity needed to absorb dynamic loading without crack initiation. The chemistry of the backbone — whether TDI/polyester or polyether/MDI — and the curative system both play a critical role in determining the tensile properties of the finished blade.
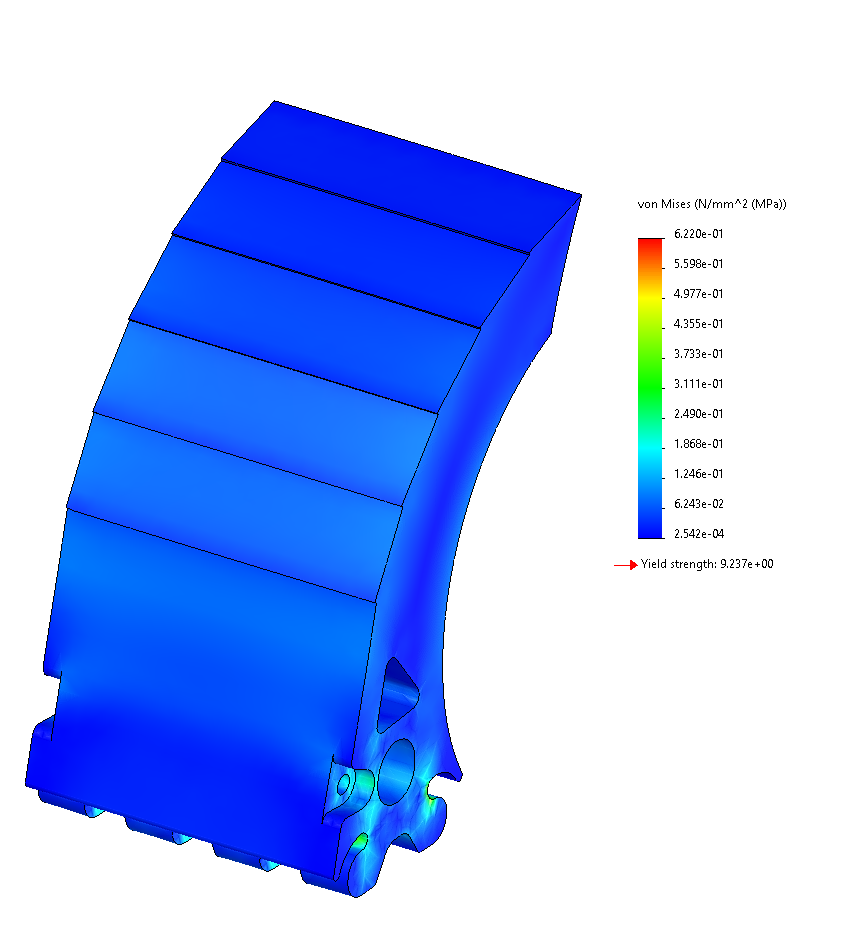
FM8's formulations are developed using both decades of field experience and finite element analysis (FEA) to understand exactly where tensile stress concentrates in the blade cross-section under operational loading. The root of the blade — where it meets the holder — is the critical zone. FEA allows FM8's engineers to optimise geometry so that stress is distributed rather than concentrated, reducing peak tensile demand and extending the fatigue life of the blade at its most vulnerable point. The result is a blade that maintains its structural integrity across its full service life, not just its early weeks.
What a Thicker Blade Changes
FM8's Super XHD blade addresses the geometry problem through a substantial increase in thickness, delivering 64% more cross-sectional area and — critically — 4.4 times the bending stiffness. This wasn't arrived at intuitively. It was the product of systematic FEA modelling, material testing, and field validation across diverse operating environments, informed by FM8's accumulated understanding of how blades actually fail in service.
A stiffer blade resists the conformance that creates centre-loading. Rather than bending to match the belt's tension profile, it maintains a more uniform contact pressure distribution across its full width. The smile pattern is eliminated. Every segment wears at approximately the same rate. The full material volume is available for service.
The thermal picture changes significantly too. Greater mass means greater thermal capacity. The same frictional heat input produces a substantially lower temperature rise — approximately 40% lower under equivalent operating conditions. The blade stays cooler, the polymer matrix stays firmer, and wear rate remains controlled throughout the service life.
Higher bending stiffness also raises the blade's natural frequency, shifting it away from typical belt excitation bands generated by idler rotation and belt flutter. Dynamic tensile stress during splice events is reduced. Since fatigue life follows a power-law relationship with strain amplitude, even modest reductions in strain produce large improvements in cycle life.
Validated in field trials on a high-throughput coal unloading conveyor at up to 6 m/s: a wear curve that is linear and predictable (R² = 0.96), with projected service life exceeding 16 months — versus a site-reported 6–9 months for the standard XHD. No tearing. No chunking. No unplanned interventions.
Choosing the Right Formulation for Your Application
Not all operating environments are the same, and polyurethane chemistry gives engineers meaningful levers to pull beyond geometry alone. FM8 supplies the Super XHD blade in three formulations, each targeting a distinct set of operating conditions.
Yellow — TDI/Polyester (Standard Supply)
The Yellow blade is FM8's standard Super XHD formulation and the right choice for the majority of surface conveyor applications. Built on a TDI/polyester backbone, it delivers an exceptional combination of high tensile strength and elongation at break — properties that together govern a blade's ability to absorb dynamic loading without tearing. Its abrasion resistance is excellent, and its hardness is tuned to maximise cleaning contact without excessive belt wear. For most open-cut and surface bulk handling operations, this is the benchmark.
Orange — Polyether/MDI (Extended Life)
Where operating conditions demand more — wet environments, water-spray applications, or conveyors where extended service intervals are a priority — the Orange blade's polyether/MDI backbone provides a meaningful upgrade. Polyether-based polyurethanes are inherently more resistant to hydrolytic degradation than their polyester counterparts; in the presence of sustained moisture, polyester chains can undergo chain scission over time, gradually compromising mechanical properties. The polyether backbone resists this mechanism. The Orange formulation also offers improved low-temperature flexibility, making it well suited to operations in cooler climates or high-altitude sites. Field testing has demonstrated wear life up to and beyond 20% greater than the Yellow formulation under equivalent conditions — a compounding advantage when combined with the Super XHD geometry.
Black — FRAS (Underground Certified)
Underground coal mining introduces a hazard that surface operations do not face: the simultaneous presence of combustible methane gas, coal dust, and ignition sources. In this environment, any component on or near the conveyor — including the cleaning blade — must meet Fire Resistant Anti-Static (FRAS) certification requirements.
FRAS is a regulatory mandate enforced across Australian underground mining jurisdictions. FRAS materials must provide two critical safety properties: fire resistance, preventing flames from sustaining or spreading along the conveyor system, and anti-static behaviour, ensuring that electrostatic charge cannot accumulate and discharge as an ignition source in a potentially explosive atmosphere. The governing references are AS 4606, which sets minimum requirements for fire resistant and antistatic conveyor components used in underground coal mines, and TRG 3608 (Technical Reference Guideline), which provides additional guidance on the testing, approval, and application of FRAS materials in Queensland underground coal operations.
FM8's Black FRAS blade meets these requirements while maintaining the full Super XHD geometry — same thickness, same bending stiffness, same pressure distribution advantages. Like the Yellow blade, it is built on a TDI/polyester backbone, but the formulation is modified to achieve the required flame resistance and electrical conductivity characteristics — and this is reflected in its material properties. The Black blade exhibits the highest hardness and tensile strength of the three formulations, with a higher modulus that reflects its stiffer molecular architecture. Tear strength is substantially elevated. The trade-off is a somewhat lower elongation at break compared to the Yellow and Orange variants — a characteristic typical of FRAS-grade polyurethanes, where flame-retardant additives and modified chemistry constrain chain mobility. For underground applications where FRAS certification is a non-negotiable regulatory requirement, it is the only appropriate choice.
| Yellow | Orange | Black FRAS | |
|---|---|---|---|
| Backbone | TDI/Polyester | Polyether/MDI | TDI/Polyester (FRAS-grade) |
| Best for | Surface, general purpose | Wet conditions, extended life | Underground coal (mandatory) |
| Key strength | High tensile strength & elongation | Hydrolytic resistance, wear life | Flame resistance, anti-static |
| Regulatory | Standard | Standard | AS 4606 / TRG 3608 |
The Broader Principle
The standard XHD blade is not a bad product. It was a well-engineered solution for the problem that existed when it was designed. The issue is that the problem has changed.
Belt compounds are harder and more abrasion resistant than they were 30 years ago. Belt speeds are higher. Operational expectations around predictability and planned maintenance have increased. FM8's engineers have tracked these changes closely, using FEA modelling and real-world trial data to ensure that blade design keeps pace with the systems it serves — rather than lagging a generation behind.
Reliability engineering is fundamentally about matching components to the systems they serve. When those systems evolve, the components must evolve with them. A 30-year-old blade geometry is not a reliability strategy — it's a legacy assumption that deserves to be tested.
The physics of bending stiffness, pressure distribution, thermal management, tensile integrity, and wear mechanics all point in the same direction. Thickness is not just a material quantity. In the hands of engineers who understand how blades actually behave under load, it's a performance multiplier.
FM8 designs and manufactures conveyor cleaning blades for the demands of modern bulk material handling. The FM8 Super XHD blade is available in Yellow (TDI/polyester), Orange (polyether/MDI), and Black FRAS formulations to suit surface and underground applications.